Centrum Narzędzi Diamentowych

Centrum Narzędzi Diamentowych
Centrum Narzędzi Diamentowych
Centrum Narzędzi Diamentowych

Centrum Narzędzi Diamentowych

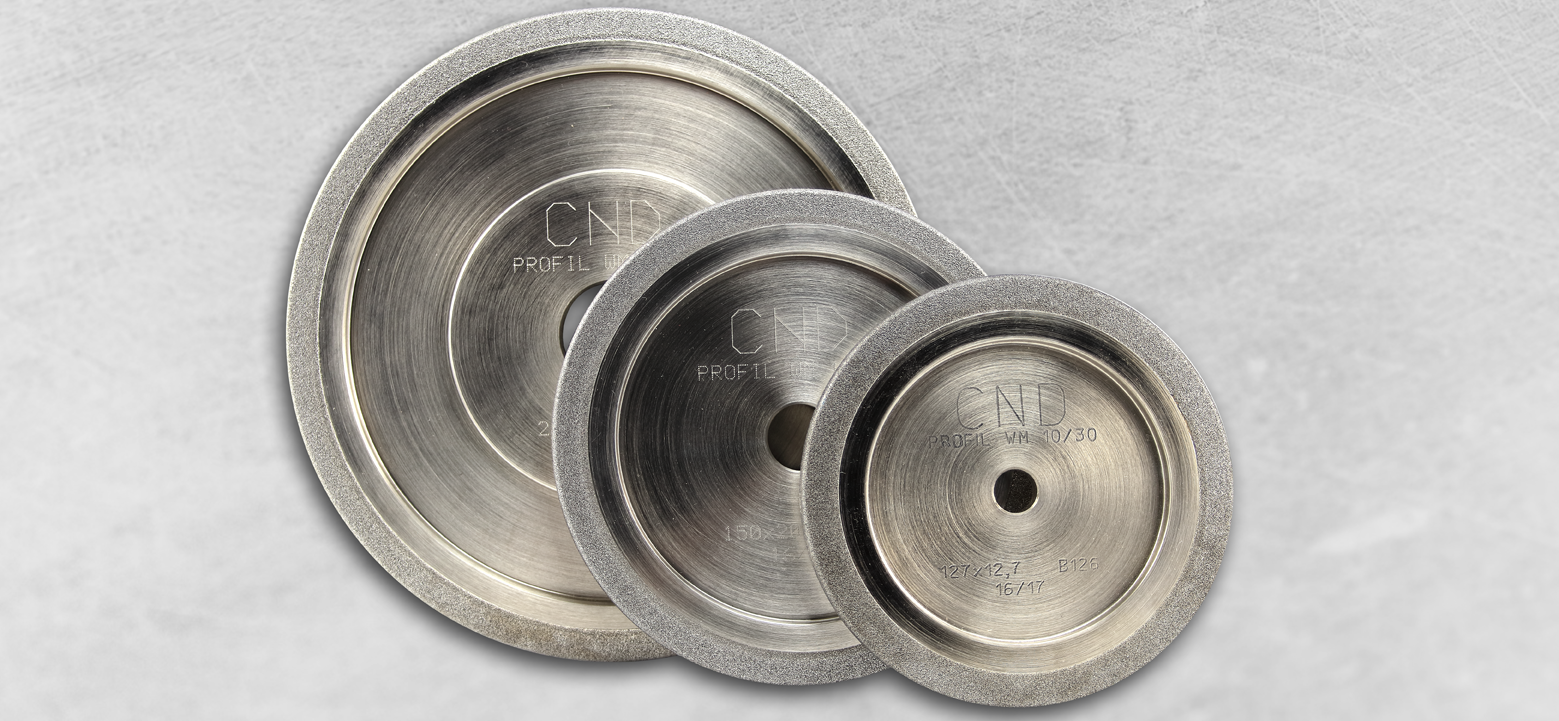
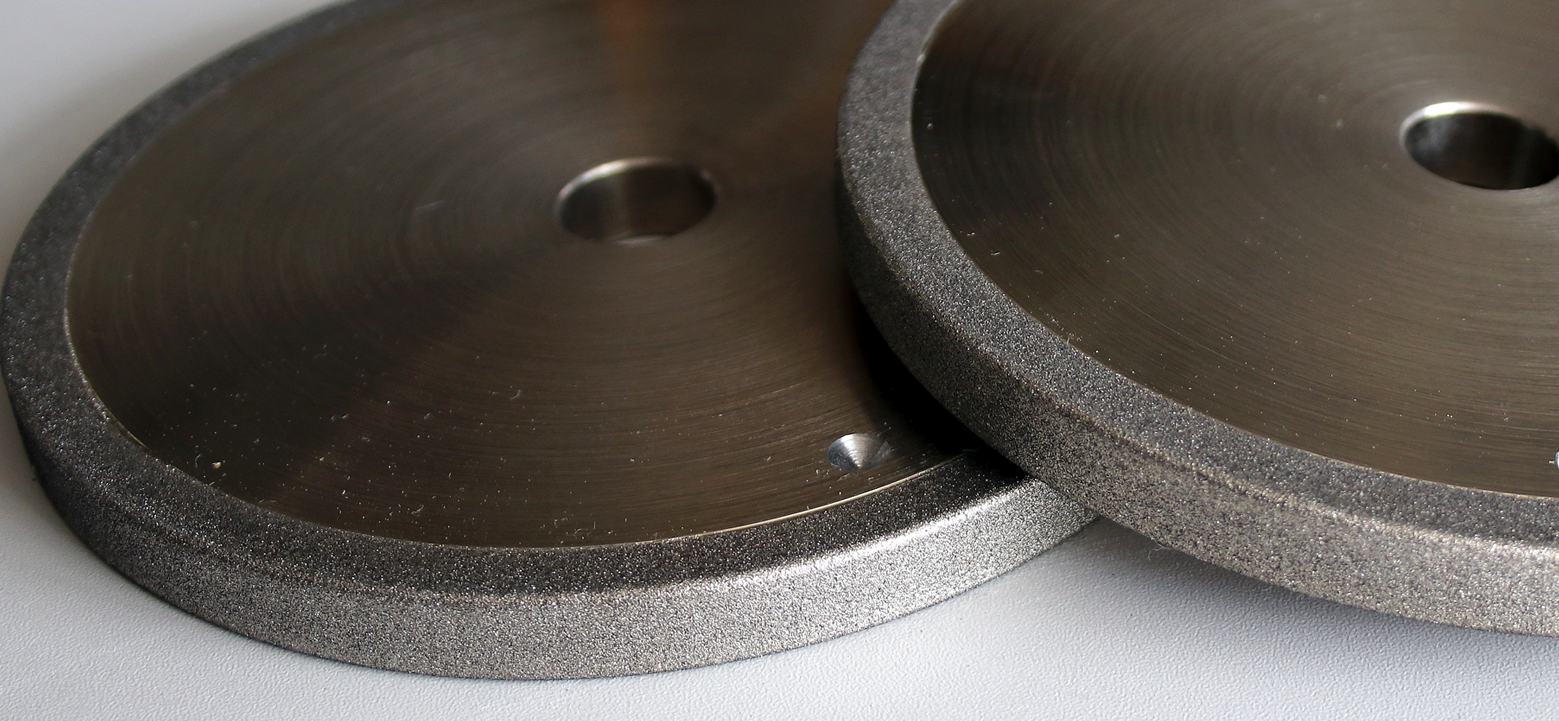
Ściernice supertwarde o spoiwie galwanicznym charakteryzują się jednowarstwowym ułożeniem ziaren diamentu lub borazonu (regularnego azotku boru – CBN) na korpusie ściernicy. Ze względu na swoją twardość wykorzystywane w procesach obróbki szlifierskiej, w których priorytetem jest osiąganie doskonałej jakości obrabianych powierzchni przy wysokiej wydajności obróbki, która maleje w miarę tępienia się ziarna.
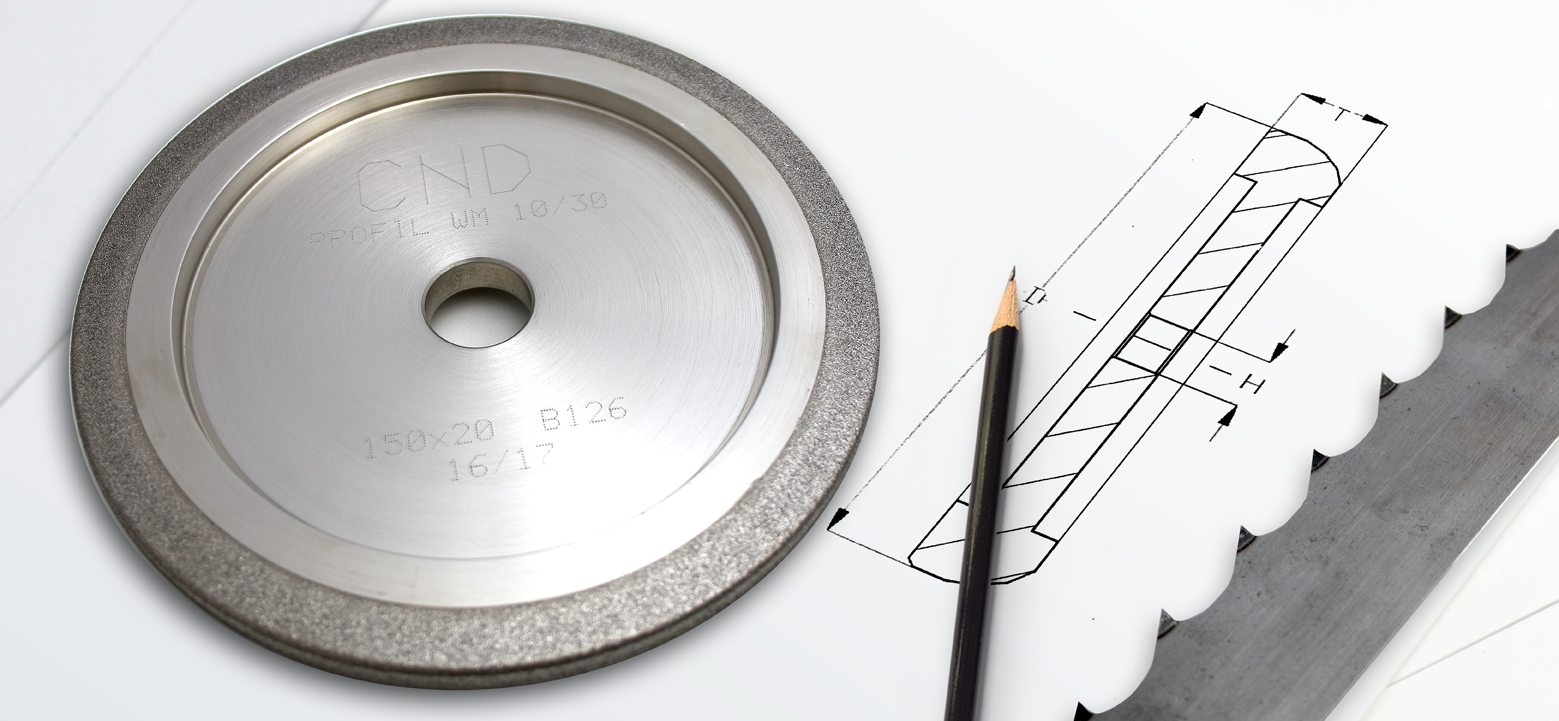
Ściernica borazonowa wykonana jest z regularngo azotku boru (CBN), który podobnie jak syntetyczny diament otrzymywany jest w wysokich temperaturach pod dużym ciśnieniem. Borazon jako materiał ścierny używany jest wyłącznie do szlifowania stali hartowanych. Profilowe ściernice borazonowe o spoiwie galwanicznym przeznaczone są do ostrzenia pił taśmowych używanych w przemyśle drzewnym i tartacznym. Dzięki dokładnemu dostosowaniu profilu ściernicy do zarysu zęba uzyskuje się wysoką powtarzalność geometrii zęba po ostrzeniu, co gwarantuje długą żywotność piły.
Ściernice diamentowe stosuje się do obróbki materiałów o różnych twardościach jak: węglik spiekany, guma, laminat, czy kamienie półszlachetne. Powłoka galwaniczna umożliwia rozmaite formowanie korpusu. Dlatego też kształt ściernic diamentowych można idealnie dostosować do konkretnego zastosowania. Zaletami są również: krótszy okres szlifowania, znaczne zwiększenie żywotności przy jednoczesnym zmniejszeniu kosztów narzędzi i oprzyrządowania, poprawa jakości powierzchni obrobionego materiału oraz skuteczne uniknięcie deformacji kształtów geometrycznych.
Ostrzenie jest jedną z podstawowych operacji, którym należy poddawać eksploatowane piły i tylko przy właściwym wykonywaniu tej czynności można w maksymalnym stopniu wykorzystać właściwości narzędzia. Proces ostrzenia należy przeprowadzić po wcześniejszym zdjęciu piły i jej odpoczynku po pracy (należy pamiętać, że podczas obróbki piła jest pod wpływem wielu czynników m.in. naprężeń, temperatur), a podczas szlifowania nie wolno dopuścić do utraty właściwości piły wynikających ze składu chemicznego i jej obróbki. Ostrzenie pił należy wykonywaćw minimum trzech przejściach przez ostrzarkę: wstępnym, wyrównującym i wyiskrzającym. Każde ostrzenie należy kontynuować, aż do zlikwidowania mikropęknięć.
Ostrzarka. Właściwe ostrzenie należy wykonywać na dokładnej ostrzarce, która zachowuje swoją sztywność, odporność na drgania oraz cechuje się brakiem luzów. Przebieg ostrzenia zależy od geometrycznej dokładności oraz własności statycznych i dynamicznych ostrzarki.